Motto:
The elementary particles accelerated in the CERN's Large Hadron
Collider have many interesting behavior. It is amazing how interesting
can a pencil behave which have a velocity of approximately 200 m/s.
Although its velocity seems to be negligible compared to the velocity
of the hadrons the collision with it can be as inconvinient as it
is in the case of the elementary particles.
Elementary
“Pencil Shoot” - potato & staw 
A much lower energy version of the
pencil shoot (see below) can be reproduced with soda straws and
potatoes. I will present the experiment in the following way: At first
I show, that it is impossible to push the straw trough the potato
with a slow speed. The successful solution is, that the straw must be
driven at a very high speed so that it will become
able to penetrate the potato. The properties of materials are governed
by state-variables. Such a state-variable is the speed of deformation.
If the speed of deformation exceeds a well-defined threshold then the
straw cuts through the potato unhamperedly. The idea of this experiment
came from an observation of the Nature. Anybody can observe that in
extremely strong wind (tornado, hurricane) small and even soft objects
can cause serius damages. One potato can serve several students in a
group, making this a low-cost experience.
Fastest Surface Wind Speed ever measured:
The fastest surface wind speed at a
low altitude was registered on March 8, 1972 at the USAF base at Thule,
Greenland, when a peak speed of 333 km/h (207 mph) was recorded. (
http://www.guinnessworldrecords.com/)
Real
Pencil Shoot
This demonstration falls into the
category of those whose details are difficult to explain but the
overall effect is quite obvious. Due to the pencil’s shape and a speed
of about 150 m/s, it is capable of transferring its energy due to
motion (kinetic energy) in a rather amazing way. When the pencil
strikes a 2.5cm piece of plywood, the plywood is easily penetrated by
the pencil, with little or no visible damage to the point of the
pencil. Since the plywood is much thinner than the length of the
pencil, and the energy transfer is focused on a very small region of
the plywood, the individual layers or strata of the plywood shatter
rather than breaking the pencil. Wood is very strong under compression,
and since the entire pencil travels as a unit, the forces of collision
act only to compress it. The nature of the collision creates a very
large and sudden shearing force on the layers of plywood, and wood
grains are much easier to break under shearing forces than under
compression.
Equipment:
- 2 kilogram cylinder filled with carbon dioxide at a pressure of
6.2 MPascal. At this pressure, most of the carbon dioxide has
condensed to liquid.
- Ordinary pencil (wooden, hardness HB, sharpened just before the
experiment)
- Wooden board (60 cm by 10 cm by 3 cm)
- 1.5 meter long stainless steel tube (inner diameter 8 mm, wall
thickness 2mm) mounted on a table.
The equipment is displayed to the
audience and then discussed. The pencil is dropped into the stainless
tube held vertically and then the tube is fixed to the table. First the
safety stick is removed for the valve to be possible to open. Then I
squeeze the handle of the gas cylinder quickly. The pencil goes
shooting down the stainless tube and busts through the wooden board!
Explanation
Basic Ideas:
A gas exerts pressure on all sides of
the container which contains the gas. The amount of pressure is related
to the energy of the gas and the amount of gas. The higher the energy,
the more pressure is exerted, and the more gas contained, the more
pressure is exerted. The process is as follows: a short burst of CO2
gas from a fire extinguisher provides enough force to accelerate a
pencil along a length of stainless steel tubing to a velocity
sufficient to allow the pencil to penetrate a piece of wooden board of
3 cm thick.
During the setup, nothing exciting is
happening. The important aspects of this step are to be sure that the
small wooden board is securely fastened inside the joiner’s clip, that
all the tubes are properly connected, and that the stainless steel tube
is aimed at the wooden board. The gas inside the cylinder is being held
under very high pressure. When I squeeze the handle of the cylinder,
some of the gas inside is released. This gas travels through the
flexible tube until it reaches the pencil. The pressure inside the
container becomes so great that there is enough force to shoot the
pencil down the stainless steel tube. The pencil is accelerated so much
that it goes shooting through the small wooden board!
Warning:
This is a potentially lethal demonstration!
All high pressure fittings must be properly connected!
Use only objects and hose that hold high pressure!
Let me take a conclusion of all the above:
- Observation:
e.g.: seeing various interesting phenomena, such as a straw of grass
found penetrated through planks of wooden houses after striking
twisters.
- Experiments:
now, we can repeat this very phenomenon by driving a straw through a
potato or shooting a pencil through a wooden board as described above.
Well, we may choose to repeat these experiments with no further goal,
thus just for the sake of experimenting.
- Application:
so let us move further and do apply all that we have “newly”
discovered, e.g. when it comes to shooting nails into concrete panels.
This
Trinity, Observation (inducing appetite for making) Experiments (which
are the basis for) Application in real life, is the very Heart of the
Science of Physics.
Electromagnetic
metal forming
Electromagnetic metal forming is a high energy
rate cold forming technique which brings to industry an assembly of
components.
The tool operates by electromagnetic pulse and not by mechanical or
hydraulic
means. The forming equipment can be made compact, and easy to operate.
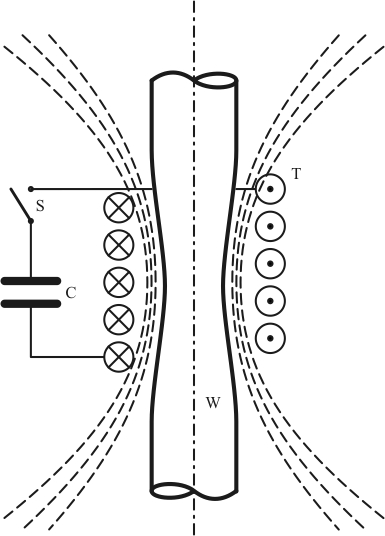
The
principle of the electromagnetic metal forming
The electrical energy stored in
the capacitor (C) is discharged
by high current switch device (S)
and will
establish an impulse current in the coil (T). In our case the current switch
is
a low-cost ,,home-tinkered’’ electromagnetic
relay.
By this impulse
current a
magnetic field is created around the coil. This field includes an eddy
current
in the work piece (W) which has
the same frequency as the impulse current in
the coil. If the frequency is big enough – (from technical reasons it
must be
in the 10 kHz frequency range) – the eddy current is condensed in the
surface
layer of the work piece (skin effect).
From electrotechnical
point of
view the coil and the work piece have a transformer coupling. The coil
is the
primary winding of the transformer and the work piece is considered a
short-circuited secondary single turn coil. According
to the law of induction antiparallel
currents repell each other.
If this force exceeds
the forming
resistance of the metal of the work piece, the plastic deformation of
the work
piece will be resulted. When the work piece (W) is inside the coil (T), then
shrinking deformation if outside then enlargement deformation will
happen.
Of course in practice
there are
more complicated coil-work piece systems than the simplest case in the
figure
but the functional principles are the same.
Advantages of the electromagnetic forming
- The pressure is applied directly to the work
piece through the medium of magnetic field and the forming can be
accomplished
with no physical contacts, consequently no scrapes or scares damage the
surface
of the work piece.
- No moving parts and no lubricants and little
wear of the tooling result low maintenance costs.
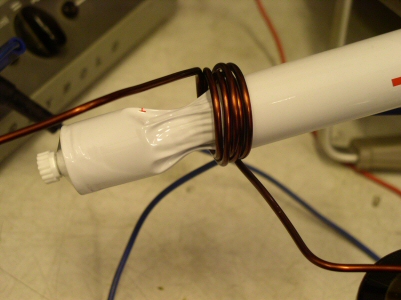
- In many cases forming and assembling operations
can be combined in one operation. (e.g. mounting metal fittings
onto the end of a gum tube)
- The easily and quickly changeable forming coil
and field shapers make possible to form and assembly a wide variation
of work
pieces with one forming equipment.
 |
 |
 |
 |